ESP Quality
Why is it that an ESP can run 4 years; fail; be replaced with the new equipment (same ESP design) and then run only 3 months? It is Tuxedo’s position that the overall quality of an ESP system has room for improvement. One method used to measure quality is 6s which is an indicator of how many defects occur per million operations as follows:
|
Sigma Rating |
Defects per |
Efficiency |
|
1s |
690,000 |
31% |
|
2s |
308,000 |
69.2% |
|
3s |
66,800 |
93.32% |
|
4s |
6,210 |
99.379% |
|
5s |
230 |
99.977% |
|
6s |
3 |
99.9997% |
In 2009 David Christmas presented a paper at the Bahrain Artificial Lift Conference which stated the Sigma rating of ESP’s based on a 2 year run life was 3.4s. What does this mean?
To demonstrate a comparison will be made with two other industries:
Michelin manufactures 8 million tyres per month and has a quality Sigma rating of 4.9.
This equates to approximately 2000 defective tyres per month
Heathrow Airport handles 40,000 flights per month and has a quality Sigma rating of 6.42.
This equates to approximately 0.2 defective operations per month or 1 per year.
If the ESP Industry were to run these organizations the results would be as shown below:
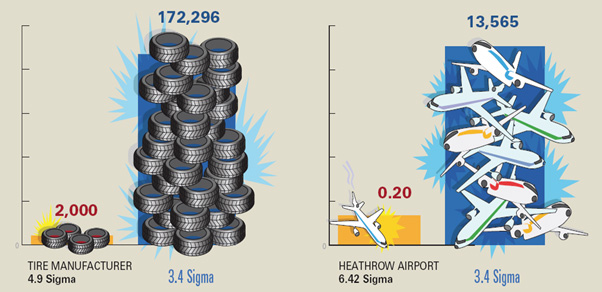
So the ESP industry running Heathrow would result in a plane crash every 2 hours and also many more unhappy drivers. There is room for improvement!
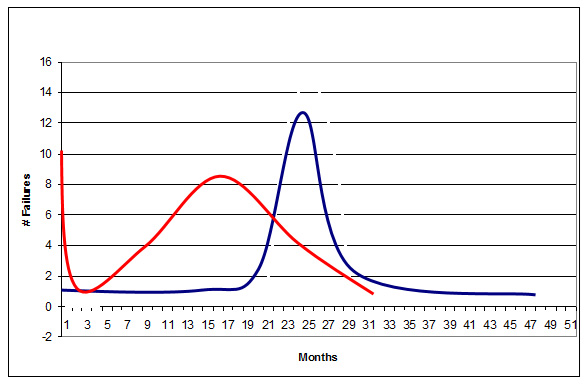
ESP run lives vary greatly. Well conditions, material selection, design, etc. all have an impact on the life of the ESP – but even when those items are correctly taken into account the run life graph generally has a number of short runs followed by a bell shape as shown red below. But if an ESP can run for 2 years once, it should be able to do it again and again and again – unless there is something inconsistent in the quality process. It is our position that there is and it can be corrected so the run life outcome is as per the blue line below:
The ESP quality process can be divided into 4 areas as follows:
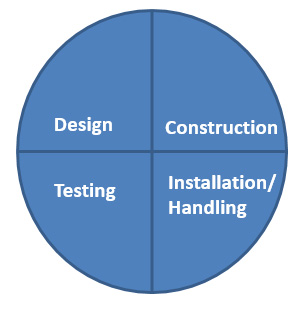
Design - At Tuxedo we specialize in scrutinizing the design to ensure the equipment selected is best for the operating environment – not for other reasons such as what happens to be in inventory.
Construction - We audit the construction of the ESP equipment at the plant. Even though the president of the ESP Company you are dealing with is likely 100% committed to quality neither him/her or the engineering you are dealing with has any impact on the quality of your ESP. That occurs on the shop floor. We need to be there when the equipment is built to ensure construction is done from the point of view of long run life not meeting assembly targets.
Testing - The final test of equipment is the most straight forward part of quality checking but how it is done and the standard to which testing is considered acceptable needs to be established. Establishing these standards and then ensuring the equipment meets those standards is critical to run life of the ESP.
Installation/Handling - The final aspect of quality is how the equipment is handled and the installation. Most short runs or infant mortalities occur during this part of the operation. Auditing the installation is not about policing the ESP field service technicians. Their job is to install the equipment; the quality inspector’s job is to ensure the equipment runs a long time. They are different jobs and it is unfair to lump the quality inspector role onto the field service technician.